|
form af tråd. Ved gassvejsning skal svejse- flammen være i
stand til at smelte metalkanterne, der ved karrosserisvejsning er blødt
stål - det kan dog være aluminium - blødt stål smelter ved ca. 1500°
C. For at kunne koncentrere varmen ved svejsestedet må svejseflammens
kerne have en høj temperatur. Den nødvendige temperatur opnås kun hvis
man forbrænder brændbar gas ved tilførsel af ren ilt. Ved gassvejsning
er den brændbare gasart acetylen. Flammekernens temperatur er 3200° C.
Flammen må indstilles »neutral«, derved forstås, at der tilføres lige
netop den iltmængde der skal til for at forbrænde den acetylenmængde,
der strømmer ud gennem brændermundstvkket - hverken mere eller mindre.
Billedet (side 16) viser det mest nødvendige værktøj til
udførelse af pladereparationer på gamle biler. Gassvejsebrænder "Junior"
med indsats 0.5-1 mm, gastænder, svejsebriller. let. såkaldt tysk
monterings hammer med firkantet plan slebet bane, let kuglehammer. hvor
banen er slebet endnu mere „kugleformet", karrosserifil monteret
på hjemmelavet træhåndtag, hjemmelavet værktøj til slukning af
kanter, omdannet knibtang til ombukning af kanter, gammel polygriptang,
der er pålagt lysbueelektrode på kæberne og slebet til en slags
fladtang, pladesaks, ridsenål, retteklods, Hazet nr. 1919, fileklo, kølersvamp. |
|
|
|
| |
Ved ilt- eller acetylenoverskud i flammen forstyrres
svejseprocessen.
I flaskerne er der følgende tryk: acetylen 20 atm.,
ilten 200 atm. Flasketrykkene må reduceres til: acetylen 0,2 atm.,
ilt 2,0 atm. Dette sker i regulerbare reduktionsventiler.
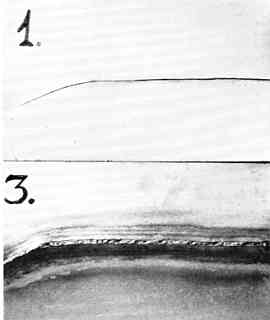
Billede nr. l viser tilpasningen af to pladestykker,
der skal sammensvejses. Man behøver ikke at sammensvejse langs en
ret linie, selvom det bør tilstræbes, det vigtigste er, at de to
pladekanter passer sammen i fuld længde. |
| |
|
|
|
|
| |
Forekommer der spalter langs svejsefugen, skal der
tilføres tråd, det betyder ekstra materiale og dermed kastninger.
Altså er det meget vigtigt at være omhyggelige med tilpasningen.
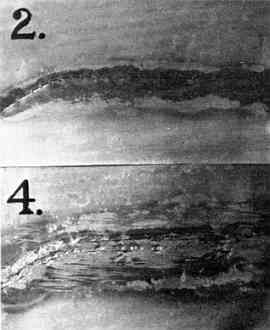
Billede nr. 2 viser de to pladestykker sammenhæftet.
Man bemærker at hæfte- afstanden er 10-20 mm. Hæftningerne sker
uden trådtilførsel. Man hviler brænderen let på de sammenstødte
pladekanter som vist på tegningen, når det opvarmede punkt på de
to sammenholdte pladekanter |
| |
|
|

